- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

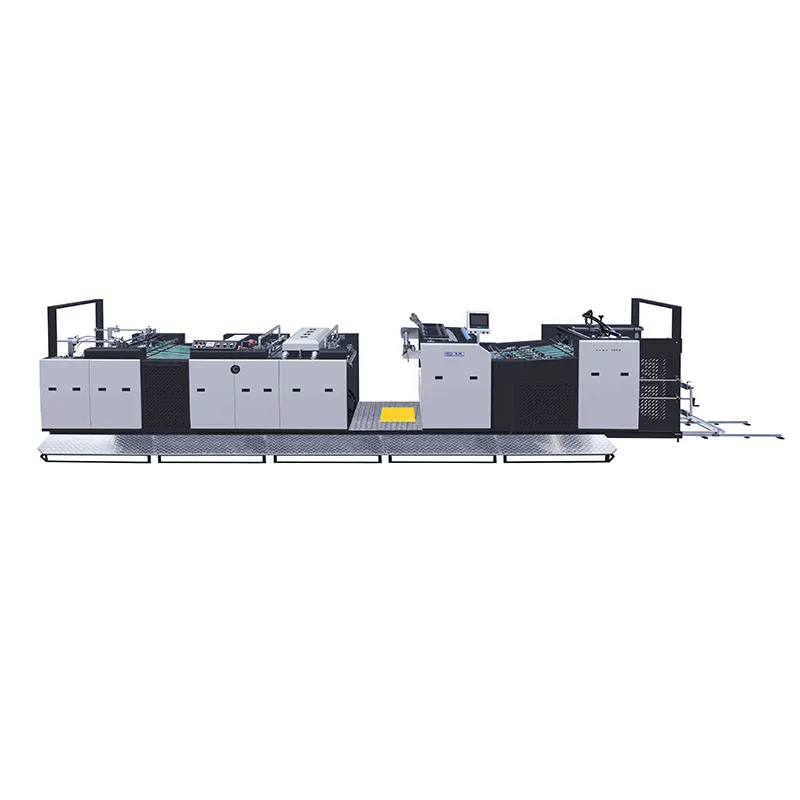
Otomatik film laminasyon makinesinin çalışma prensibi
Modern ambalaj baskısı ve ilgili işleme endüstrilerinde,otomatik film laminasyon makinelerison derece önemli bir rol oynayın. Sadece ürünlerin görünümünü ve dokusunu iyileştirmekle kalmayıp, aynı zamanda dayanıklılıklarını ve koruyucu performanslarını da artıran çeşitli baskılı malzemelerin veya diğer malzemelerin yüzeyine koruyucu bir film uygulayabilirler. Otomatik film laminasyon makinelerinin çalışma prensibi hakkında derinlemesine anlaşılması, ilgili endüstrilerdeki uygulayıcılar, ekipman kullanıcıları ve paketleme baskı süreçleriyle ilgilenenler için büyük önem taşımaktadır. Daha akıllıca kararlar vermelerine ve ekipman tedariki, işletme, süreç optimizasyonu ve sorun giderme gibi yönlerde daha uygun önlemler almalarına yardımcı olur. Bu makale, arkasındaki teknik gizemleri ve çalışma mekanizmalarını ortaya çıkarmak için otomatik film laminasyon makinelerinin çalışma prensibinin kapsamlı ve ayrıntılı bir analizini yapacaktır.
I. Otomatik film laminasyon makinelerinin temel bileşenleri
(İ) gevşeme mekanizması
Gevşeme mekanizması, otomatik film laminasyon makinesinin başlangıç kısmıdır ve esas olarak lamine edilecek film rulosunu taşımaktan ve serbest bırakmaktan sorumludur. Filmin laminasyon işlemi boyunca kararlı ve düzgün gerilim ile çıktılabilmesini sağlamak için genellikle ayarlanabilir bir gerilim kontrol sistemi ile donatılmıştır. Örneğin, gerginlik sensörü, filmin gerginliğini gerçek zamanlı olarak izlemek için kullanılır ve motorlar veya frenler ve diğer cihazlar yardımıyla, sinema gerginliğinden dolayı aşırı gerginlik veya film kırışmasının neden olduğu film germe ve deformasyondan kaçınmak için set değerlerine göre dinamik ayarlamalar yapılır, böylece sonraki laminasyon süreçleri için iyi bir film arzı temelini oluşturur.
(İi) Tutkal Uygulama Sistemi
Tutkal uygulama sisteminin temel işlevi, filmin yüzeyine eşit olarak tutkal uygulamaktır. Farklı laminasyon işlem gereksinimlerine ve tutkal tiplerine bağlı olarak, çeşitli tutkal uygulama yöntemleri vardır. Ortak olan, tutkal tankından tutkal almak ve filme eşit olarak aktarmak için bir kaplama silindiri kullanan rulo kaplamadır. Bu yöntem, uygulanan tutkal miktarını tam olarak kontrol edebilir ve çeşitli tutkal viskoziteleri ve film malzemeleri için uygundur. Ayrıca bıçak kaplama yöntemi de vardır. Fazla tutkalı çıkarmak için bir kazıyıcı kullanılarak, filmde sadece tek tip ve hassas kalın bir tutkal tabakası bırakılır, bu da özellikle elektronik bileşenler için ambalaj malzemelerinin laminasyonu gibi tutkal kaplama miktarı için yüksek gereksinimlere sahip ince laminasyon işlemleri için uygundur.
(İii) laminasyon mekanizması
Laminasyon mekanizması, filmin ve substratın bağlanmasını gerçekleştirmek için anahtar kısımdır. Esas olarak bir basınç silindiri ve bir ısıtma silindiri (sıcak laminasyon işleminde) veya bir soğutma silindirinden (soğuk laminasyon işleminde) oluşur. Basınç silindiri, tutkal ile filmin substratla yakından temasa geçmesi için belirli bir basınç uygular ve tutkalın ikisini tamamen ıslatmasını ve bağlayabilmesini sağlar. Sıcak laminasyon işleminde, ısıtma silindiri, tutkalın hızlı bir şekilde katılaşmasını sağlamak için laminasyon ve üretim verimliliğinin sıkılığını artırarak filme ve substrata ısıyı aktarır. Soğuk laminasyon işlemindeyken, soğutma silindiri, doğal bir durumda yavaş yavaş katılaşması için tutkalın sıcaklığını azaltır. Bu işlem nispeten çevre dostudur ve sıcaklığa duyarlı veya ısıtılmaması gereken bazı malzemeler için uygundur.
(İv) Yeniden sarma mekanizması
Geri sarma mekanizması, otomatik film laminasyon makinesinin sonunda bulunur ve işlevi lamine ürünleri düzgün bir şekilde sarmaktır. Gevşeme mekanizmasına benzer şekilde, geri sarma mekanizması, sarma işlemi sırasında ürünlerin düzlüğünü ve sıkılığını sağlamak için bir gerilim kontrol fonksiyonuna sahiptir. Bu arada, üretim yönetimi ve kalite kontrolü için uygun olan lamine ürünlerin uzunluğunu veya miktarını doğru bir şekilde saymak için bir uzunluk ölçüm cihazı veya bir sayaçla da donatılabilir. Örneğin, basılı malzemelerin büyük ölçekli laminasyon üretiminde, uzunluk ölçüm cihazı, ürün spesifikasyonlarının tutarlılığını sağlamak için her lamine ürün rulosunun uzunluğunu doğru bir şekilde kontrol edebilir.
İi. Otomatik film laminasyon makinelerinin çalışma süreci
(İ) Film gevşeme ve ön muamele
İlk olarak, seçilen film rulosu gevşeme mekanizmasına monte edilir ve gevşeme mekanizmasının gerilim kontrol sistemi başlangıçta filmin malzemesi, kalınlığı ve genişliği gibi parametrelere göre ayarlanır. Gevşeme mekanizmasına başladıktan sonra, film gerilim çekişi altında yavaşça serbest bırakılmaya başlar ve yapıştırıcı uygulama sistemine sorunsuz bir şekilde girmek için bir dizi kılavuz silindirden geçer. Tutkal uygulama sistemine girmeden önce, filmin yüzeyinde toz parçacıklarını ve statik elektriği gidermek için toz çıkarma ve statik eliminasyon gibi ön işlemler olabilir, tutkalın film üzerindeki yapışma etkisini iyileştirir ve laminasyon kalitesini sağlar. Örneğin, filmin yüzeyindeki statik elektriği nötralize etmek için zıt yükleri serbest bırakmak için statik bir eliminator kullanarak, elektrostatik adsorpsiyon nedeniyle tozun çıkarılması zor olmasını önler.
(İi) Tutkal uygulaması
Film tutkal uygulama sistemine girdikten sonra, tutkal uygulama sistemi önceden ayarlanmış tutkal uygulama yöntemine ve parametrelerine göre çalışmaya başlar. Örneğin, rulo kaplama kullanılırken, kaplama silindiri tutkal tankından daldırmak için belirli bir hızda döner ve daha sonra yapıştırıcıyı filmin yüzeyine eşit olarak uygular. Bu işlem sırasında, tutkalın viskozitesi, kaplama silindirinin dönüş hızı, tutkal tankındaki tutkal seviyesi ve kazıyıcı ile kaplama silindiri arasındaki boşluk gibi faktörler, uygulanan tutkalın miktarını ve homojenliğini etkileyecektir. Operatörlerin, istenen tutkal uygulama etkisini elde etmek için bu parametreleri gerçek laminasyon gereksinimlerine ve malzeme özelliklerine göre doğru bir şekilde ayarlaması gerekir. Örneğin, lamine ürün tutkalın kalınlığı için daha yüksek bir gereksinime sahip olduğunda, kaplama silindirinin dönüş hızı uygun şekilde artırılabilir veya tutkal tankındaki tutkal seviyesi arttırılabilir. Daha ince ve daha düzgün bir tutkal tabakası gerektiğinde, kazıyıcı ve kaplama silindiri arasındaki boşluk azaltılabilir.
(İii) Bağlama ve kürleme
Tutkallı film ileriye taşınmaya devam ediyor ve laminasyon mekanizmasına giriyor. Şu anda, substrat (basılı malzemeler, kağıt, tahtalar vb. Gibi), filmle buluşmak için karşılık gelen taşıma cihazından laminasyon mekanizmasına da gönderilir. Laminasyon mekanizmasında, basınç silindiri, filmi ve substratı birbirine yakından bir araya getirmek için belirli bir basınç uygular ve tutkal, basınç etkisi altında ikisini ıslatmaya ve bağlamaya başlar. Sıcak laminasyon işleminde, ısıtma silindiri, tutkalın hızlı bir şekilde katılaşmasını ve sağlam bir lamine tabaka oluşturmasını sağlamak için bağlı filme ve substrata ısıyı aktarır. Isıtma silindirinin sıcaklığı, basınç silindirinin basıncı ve bağlanma süresinin, farklı malzeme kombinasyonlarına ve laminasyon gereksinimlerine göre optimize edilmesi ve ayarlanması gerekir. Örneğin, nispeten sert bir dokuya sahip bazı substratlar için, film ve substrat arasındaki tam bağı sağlamak için basınç silindirinin basıncını uygun şekilde arttırmak gerekebilir. Bazı ısıya duyarlı malzemeler için, malzemelerin ısı ile deforme olmasını önlemek için ısıtma silindirinin sıcaklığının azaltılması gerekir. Soğuk laminasyon işleminde, soğutma silindiri tutkalın sıcaklığını azaltmada ve doğal katılaşmasını desteklemede rol oynar. Kürleme süresi nispeten uzun olmasına rağmen, ısıtmanın neden olduğu malzeme deformasyonu riskini önleyebilir.
(İv) Yeniden sarma ve bitmiş ürün bitirme
Lamine ve iyileştirilmiş ürünler nihayet geri sarma mekanizmasına girer. Geri sarma mekanizması, ürünleri set gerginliğine ve sarma hızına göre düzgün bir şekilde sarar. Geri sarma işlemi sırasında, gerginlik kontrol sistemi, ürünlerin sıkı ve düz bir şekilde sarılmasını sağlamak için sarma gerginliğini gerçek zamanlı olarak izler ve ayarlar. Bu arada, uzunluk ölçüm cihazı veya sayacı, yara ürünlerinin uzunluğunu veya miktarını kaydeder. Ön ayar değerine ulaşıldığında, geri sarma mekanizması otomatik olarak çalışmayı durdurur. Geri sarma tamamlandıktan sonra, ürünler sonraki depolama, nakliye veya satış ihtiyaçlarına göre daha fazla organize edilebilir, kesilebilir veya paketlenebilir. Örneğin, bazı geniş formatlı lamine ürünler için, belirli spesifikasyon gereksinimlerini karşılayan ve daha sonra paketlenmiş daha küçük boyutlu ürünlere kesilmeleri gerekebilir.
Sonuç olarak,otomatik film laminasyon makineleriher bir bileşenin koordineli çalışması ve belirli bir çalışma işlemini takip ederek çeşitli malzemeler için laminasyon işlemini verimli ve hassas bir şekilde tamamlayabilir. Bilim ve teknolojinin sürekli ilerlemesiyle, otomatik film laminasyon makinelerinin çalışma prensibi de sürekli olarak yenilikçi ve optimize edilmektedir ve ambalaj baskısı ve diğer endüstrilerdeki uygulama beklentileri daha da geniş olacaktır, bu da ürünlerin kalitesini iyileştirmek ve ürünlerin geliştirilmesini çeşitlendirmek için güçlü teknik destek sağlayacaktır.
Ürünlerimizle ilgileniyorsanız veya herhangi bir sorunuz varsa, lütfen bizimle iletişime geçmekten çekinmeyintelefon veya e -posta.



